Auflagestifte - Abgestuft, Konfigurierbar, Gerade - Presspassung (Teilenummern - CAD Download)

Teilenummer
Hier finden Sie die Teilenummern
zu dem gesuchten Artikel
- Zeichnung/Spezifikationen
- 3D-Vorschau Die 3D-Vorschau ist nach vollständiger Konfiguration verfügbar
- Teilenummern
- Weitere Informationen
- Katalog
- Technische Informationen
Zurück zur Kategorie Auflagebolzen / Distanzbolzen
Technische Zeichnung von Distanzbolzen

Technische Zeichnung im neuen Fenster öffnen
Verfügbare Dimensionen und Toleranzen finden Sie unter dem Reiter Weitere Informationen.
Basiseigenschaften von Distanzbolzen (z.B. Werkstoff, Härte, Beschichtung, Toleranz)
| Werkstoff | Oberflächenbehandlung | Härte | Ausführung | |||||
| gerade | mit Bund | |||||||
| Presspassung | mit Gewinde | Mit Gewinde | Presspassung | mit Gewinde | Mit Gewinde | |||
| EN 1.2510 äquiv. | - | Härtebehandlung: 60~63HRC | SHFJ | SHFU | SHFN | - | SHXU | SHXN |
| EN 1.2510 äquiv. | hartverchromt | Härtebehandlung: 50~55HRC Oberflächenhärte: 750HV~ | GSHFJ | GSHFU | GSHFN | GSHXJ | - | - |
| EN 1.4301 äquiv. | - | - | SSHFJ | SSHFU | SSHFN | - | - | SSHXN |
| EN 1.4037 äquiv. | - | Härtebehandlung: 50~55HRC | CSHFJ | CSHFU | CSHFN | CSHXJ | CSHXU | CSHXN |
Weitere Spezifikationen finden Sie unter dem Reiter Weitere Informationen.
Zusammensetzung eines Produktcodes von Distanzbolzen
| Teilenummer | - | P | - | Q | - | K | - | L | - | B |
| SHFJ5 | - | P6.0 | - | Q4.50 | - | K5 | - | L30.55 | - | B3.2 |
Generelle Informationen zu Distanzbolzen

Auswahldetails von Distanzbolzen
- Höhentoleranz: 0/+0.05 bis 0/+0.01
- Befestigungsmethode: Presspassung, Innengewinde, Außengewinde, Zentrierbund und Innengewinde, Montage mit Schraube
- Spitzenform: Projektil, Kugelförmig, flach, kopfseitiges Innengewinde
- Oberflächenbehandlung: brüniert, hartverchromt, unbehandelt
- Form: Auflagebolzen, Distanzbolzen, Auflagebolzen mit Bund
- Wärmebehandlung: wärmebehandelt, unbehandelt
- Werkstoff: Polyacetal (POM), Edelstahl, Stahl
- Erfüllte Normen: MISUMI-Auflagebolzen werden ähnlich DIN 6321 ausgelegt.
Beschreibung / Grundlagen von Distanzbolzen
Distanzbolzen und Abstandsbolzen sind Distanzstücke und unverzichtbare Elemente im Maschinenbau. Sie dienen dazu, Bauteile auf Abstand zu halten oder in ihrer Position zu fixieren. Dabei kommt es vor allem auf Präzision an: Die Auflage- und Distanzbolzen müssen exakt gefertigt sein, um eine einwandfreie Funktion der Maschine sicherstellen zu können.
Ein typisches Anwendungsgebiet für Auflagebolzen ist die Positionierung von Werkstücken beim Fräsen oder Bohren. Hier sorgen sie dafür, dass das Material zuverlässig ausgerichtet und exakt positioniert wird - was wiederum präzise Ergebnisse ermöglicht.
Distanzbolzen hingegen werden oft eingesetzt, um Teile voneinander abzuheben oder einen bestimmten Abstand zwischen ihnen herzustellen. So können beispielsweise in elektrischen Anlagen Leiterplatten durch Distanzbolzen präzise positioniert werden, um eine sichere Montage und somit eine ordnungsgemäße Funktion der Anlage zu gewährleisten.
Werkstoffe für Distanzbolzen
Distanzbolzen können in unterschiedlichen Werkstoffen gefertigt werden, was einen Einfluss auf ihre Eigenschaften und Widerstandsfähigkeiten hat. Dabei sollte insbesondere im Hinblick auf einen möglichen Verschleiß bei der Anwendung auf hohe Qualität geachtet werden.
MISUMI stellt Distanzbolzen aus den qualitativ hochwertigen Werkstoffen Polyacetal (POM), Edelstahl oder Stahl her.
Härte von Distanzbolzen
Die Härte eines Werkstoffs beschreibt dessen Widerstandsfähigkeit gegenüber äußeren Einflüssen wie Druck, Reibung oder Abrasion. Die Härte ist ein wichtiger Indikator für Distanzbolzen.
Härte ist ein Maß für das Verschleißverhalten von Distanzbolzen - besonders harte Distanzbolzen können länger eingesetzt werden.
Üblicherweise wird die Härte eines Werkstoffs in Rockwell (Einheit z.B. [HR], [HRC]) oder in Vickers (Einheit [HV]) angegeben. Die entsprechenden Vorgaben und Prüfmethoden für die Härte geben die Normen DIN EN ISO 6508-1 bzw. die DIN EN ISO 6507 vor.
Typische Härten von MISUMI-Distanzbolzen nach einer Behandlung reichen von 45 bis 63 HRC.
Für Distanzbolzen muss man zwischen der Härtebehandlung und der Oberflächenhärte bzw. Oberflächenbehandlung unterscheiden.
Oberflächenbehandlungen für Distanzbolzen
Neben der Auswahl eines passenden Werkstoffs mit der optimalen Härte spielt die Oberflächenbehandlung bzw. Oberflächenhärte bei der Verschleißfestigkeit und den möglichen Einsatzbereichen eine wichtige Rolle. Durch die passende Oberflächenbehandlung (z.B. Brünierung) erhöht sich beispielsweise die Resistenz gegenüber Korrosion und sorgt dafür, dass die Distanzbolzen und Abstandsbolzen eine hohe Lebensdauer erreichen.
Für Anwendungen, bei denen ein hoher Verschleiß zu erwarten ist, ist es zu empfehlen einen hartverchromten Auflagebolzen zu wählen. Die Hartverchromung macht die Oberfläche der Distanzbolzen mit ca. ~750 HV besonders verschleißresistent.
Wärmebehandlungen für Distanzbolzen
Wärmebehandlungen von Distanzbolzen bzw. Abstandsbolzen sind ein wichtiger Bestandteil der Fertigungstechnik. Durch gezielte Erhitzung und Abkühlung können die mechanischen Eigenschaften der Bolzen verbessert werden, was sich positiv auf deren Verarbeitbarkeit und Haltbarkeit auswirkt.
Eine häufig angewendete Wärmebehandlung ist das sogenannte Härten. Hierbei wird der Werkstoff zunächst erhitzt, um ihn anschließend schnell abzukühlen. Dadurch entsteht eine höhere Festigkeit der Bolzen sowie eine gesteigerte Verschleißfestigkeit.
Die Festigkeit ist der Indikator, wie stark sich Aufnahmebolzen unter Beanspruchung verformen (z.B. dehnen oder komprimieren). Die wärmebehandelten Bolzen von MISUMI können eine wesentlich höhere Festigkeit aufweisen - gegenüber unbehandelten Bolzen.
Befestigungsmethoden von Distanzbolzen
- Presspassung: Der Distanzbolzen wird in eine genau tolerierte Öffnung eingepresst. Dafür ist eine exakte Bohrungstoleranz notwendig (z.B. ISO-Toleranz H7).
- Mit Außengewinde: Der Distanzbolzen wird in eine genau toleriertes Innengewinde eingeschraubt. Hierfür sind die Distanzbolzen häufig mit Schlüsselflächen für die Montage versehen. Dies erleichtert und verkürzt die Montage erheblich gegenüber einem Einpressen.
- Mit Innengewinde: Eine weitere Möglichkeit ist, den Auflagebolzen mit Innengewinde mithilfe einer Schraube zu montieren.
Auflage- und Distanzbolzen für Werkstückhalterungen einsetzen
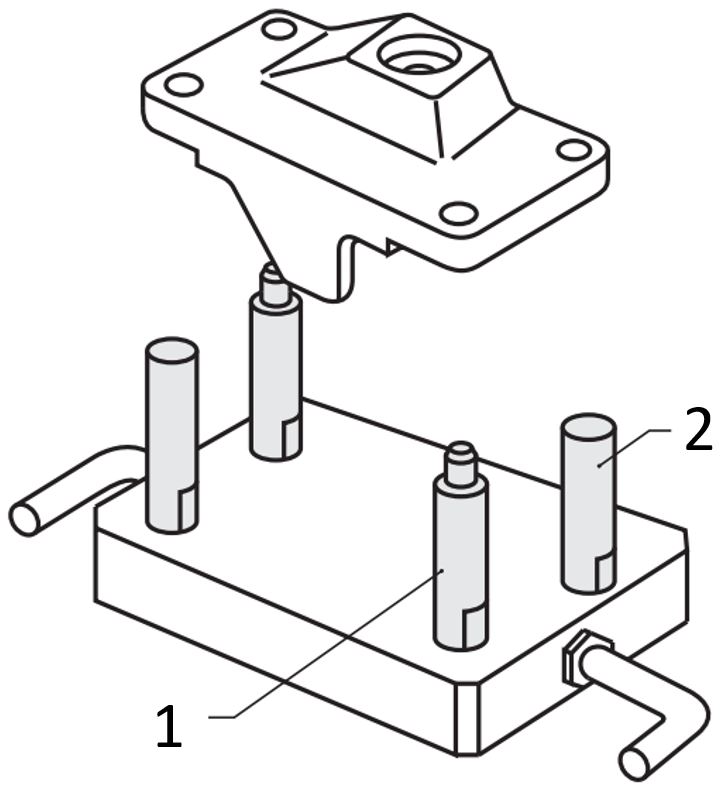
Eine typische Aufgabe für Distanzbolzen ist das schnelle und sichere Fixieren von Werkstücken. Zum Beispiel: Ein Werkstück soll mithilfe einer Klemmvorrichtung sicher fixiert werden. Die Anwendung wird manuell bedient.
- Für den manuellen Betrieb arbeitet die Klemmvorrichtung mit einem praktischen Schnellspanner (mit Handgriff). Der Schnellspanner selbst wird mit den passenden Distanzhülsen auf der Arbeitsfläche angebracht. Sie dienen als Abstandshalter und sind für diese Anwendung optimal konfigurierbar.
- Zusätzlich werden Anschlagbolzen mit Dämpfern aus Polyurethankautschuk als Anschlagschutz eingesetzt. Sie können das Werkstück effektiv vor möglichen Beschädigungen schützen. Die Verwendung eines Anschlagbolzens mit Dämpfer bietet die zusätzlichen Vorteile, Vibrationen und Schwingungen zu reduzieren.
- Als Konterpart - wo das Werkstück aufliegt - werden Auflagestifte oder Aufnahmebolzen verwendet.
- Vor dem Fixieren der Werkstücke, werden die Anschlagbolzen und die Auflagestifte bzw. Abstand-Bolzen exakt eingestellt.
Anwendungsbeispiele für Distanzbolzen
Anwendungsbeispiel: Auflagebolzen mit Zapfen und flachem Kopf
(1) Auflagebolzen mit Zapfen (2), Distanzbolzen mit flachem Kopf

Anwendungsbeispiel: Auflagebolzen mit Bund (Höheneinstellungsstift)
(1) Auflagebolzen mit Gewinde (2) Trägerplatte, (3) Werkstück
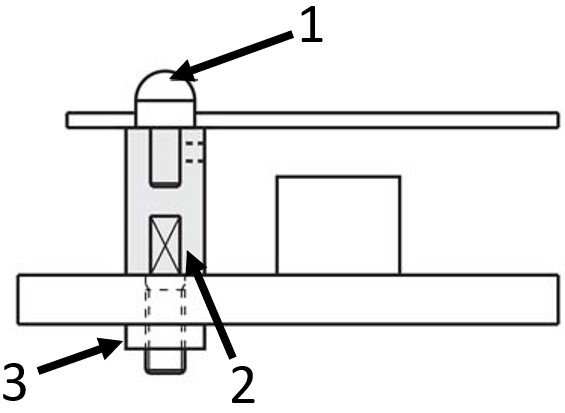
Anwendungsbeispiel:Auflagebolzen mit Abstandshalter
(1) Auflagebolzen, (2) Abstandshalter mit Innengewinde, (3) Mutter
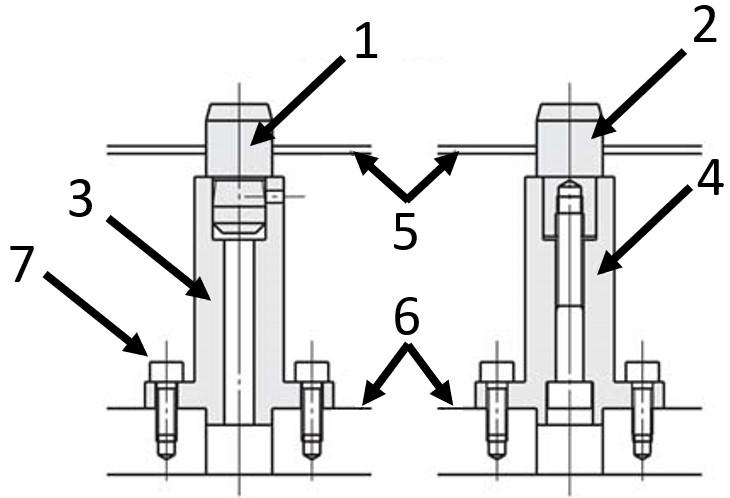
Anwendungsbeispiel: Distanzbolzen mit Halterung
(1) Distanzbolzen mit Stellschraube, (2) Distanzbolzen mit Innengewinde, (3/4) Halter für Auflagebolzen, (5) Werkstück, (6) Werstückträger, (7) Zylinderkopfschraube
Industrie Anwendungen




Teilenummer:
- Um die 3D Vorschau anzeigen zu können, muss die Konfiguration abgeschlossen sein.
3D Vorschau nicht verfügbar, da noch keine Teilenummer generiert wurde.
| Teilenummer | Mindestbestellmenge | Mengenrabatt | RoHS | Werkstoff | Oberflächenbehandlung (Ø) | Wärmebehandlung | Härte | Aussen - D (mm) | |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 12 Arbeitstage | 10 | Stahl | Hartverchromt | Mitgeliefert | Treated Hardness: 50 ~ 55HRC, Plating Hardness: 750HV ~ | 3 | ||
| 1 | 12 Arbeitstage | 10 | Stahl | Hartverchromt | Mitgeliefert | Treated Hardness: 50 ~ 55HRC, Plating Hardness: 750HV ~ | 4 | ||
| 1 | 12 Arbeitstage | 10 | Stahl | Hartverchromt | Mitgeliefert | Treated Hardness: 50 ~ 55HRC, Plating Hardness: 750HV ~ | 5 | ||
| 1 | 12 Arbeitstage | 10 | Stahl | Hartverchromt | Mitgeliefert | Treated Hardness: 50 ~ 55HRC, Plating Hardness: 750HV ~ | 6 | ||
| 1 | 12 Arbeitstage | 10 | Stahl | Hartverchromt | Mitgeliefert | Treated Hardness: 50 ~ 55HRC, Plating Hardness: 750HV ~ | 8 | ||
| 1 | 12 Arbeitstage | 10 | Stahl | Hartverchromt | Mitgeliefert | Treated Hardness: 50 ~ 55HRC, Plating Hardness: 750HV ~ | 10 | ||
| 1 | 12 Arbeitstage | 10 | Stahl | Hartverchromt | Mitgeliefert | Treated Hardness: 50 ~ 55HRC, Plating Hardness: 750HV ~ | 12 | ||
| 1 | 10 Arbeitstage | 10 | Stahl | Nicht im Lieferumfang | Mitgeliefert | Treated Hardness: 60 ~ 63HRC | 3 | ||
| 1 | 10 Arbeitstage | 10 | Stahl | Nicht im Lieferumfang | Mitgeliefert | Treated Hardness: 60 ~ 63HRC | 4 | ||
| 1 | 10 Arbeitstage | 10 | Stahl | Nicht im Lieferumfang | Mitgeliefert | Treated Hardness: 60 ~ 63HRC | 5 | ||
| 1 | 10 Arbeitstage | 10 | Stahl | Nicht im Lieferumfang | Mitgeliefert | Treated Hardness: 60 ~ 63HRC | 6 | ||
| 1 | 10 Arbeitstage | 10 | Stahl | Nicht im Lieferumfang | Mitgeliefert | Treated Hardness: 60 ~ 63HRC | 8 | ||
| 1 | 10 Arbeitstage | 10 | Stahl | Nicht im Lieferumfang | Mitgeliefert | Treated Hardness: 60 ~ 63HRC | 10 | ||
| 1 | 10 Arbeitstage | 10 | Stahl | Nicht im Lieferumfang | Mitgeliefert | Treated Hardness: 60 ~ 63HRC | 12 |
Loading...
Zurück zur Kategorie Auflagebolzen / Distanzbolzen
Technische Zeichnung von Distanzbolzen
Technische Zeichnung im neuen Fenster öffnen
Verfügbare Dimensionen und Toleranzen finden Sie unter dem Reiter Weitere Informationen.
Spezifikationstabellen
| D | H | M (Regelgewinde) | M1 (Regelgewinde) | m |
| 3 | 6 | M3 | - | 1 |
| 4 | M4 | |||
| 5 | 8 | M5 | ||
| 6 | M6 | M3 | 2 | |
| 8 | 11 | M8 | M4 | |
| 10 | 13 | M10 | M5 | 3 |
| 12 | 15 | M12 |
| M (Regelgewinde) | Anzugsmoment |
| N • cm | |
| M3 | 98 |
| M4 | 225 |
| M5 | 461 |
| M6 | 784 |
| M8 | 1911 |
| M10 | 3783 |
| M12 | 6605 |
■Presspassung
| Teilenummer | P | Q 0.01mm-Schritte | K 1mm-Schritte | L 0.01mm-Schritte | B 0.1mm Schritte | Stückpreis Gerade | Stückpreis Bund | |||||||
| Ausführung | D | 0.1mm Schritte | SHFJ | GSHFJ | SSHFJ | CSHFJ | GSHXJ | CSHXJ | ||||||
| gerade | mit Bund | |||||||||||||
| gerade SHFJ GSHFJ SSHFJ CSHFJ | mit Bund GSHXJ CSHXJ | 3 | 3.5~6.0 | 3.0~5.0 | 2.00~5.00 | 3~6 | 10.00~60.00 | 2.0~5.0 | ||||||
| 4 | 4.5~7.0 | 3.0~5.0 | 2.00~6.00 | 4~8 | 10.00~60.00 | 2.0~10.0 | ||||||||
| 5 | 5.5~8.0 | 3.0~7.0 | 2.00~7.00 | 5~10 | 10.00~60.00 | 2.0~10.0 | ||||||||
| 6 | 6.5~10.0 | 5.0~7.0 | 4.00~9.00 | 6~12 | 10.00~80.00 | 2.0~12.0 | ||||||||
| 8 | 9.0~13.0 | 5.0~8.0 | 4.00~12.00 | 8~16 | 10.00~80.00 | 2.0~15.0 | ||||||||
| 10 | 11.0~15.0 | 6.0~11.0 | 5.00~14.00 | 10~20 | 10.00~100.00 | 2.0~20.0 | ||||||||
| 12 | 13.0~16.0 | 6.0~13.0 | 5.00~15.00 | 12~24 | 10.00~100.00 | 2.0~20.0 | ||||||||
■Gewindebohrung
| Teilenummer | P 0.1mm Schritte | Q 0.01mm-Schritte | K 1mm-Schritte | L 0.01mm-Schritte | B 0.1mm Schritte | Stückpreis Gerade | Stückpreis Bund | |||||||
| Ausführung | D | SHFU | GSHFU | SSHFU | CSHFU | SHXU | CSHXU | |||||||
| gerade | mit Bund | |||||||||||||
| gerade SHFU GSHFU SSHFU CSHFU | mit Bund SHXU CSHXU | 6 | 6.5~10.0 | 5.0~7.0 | 4.00~9.00 | 6~12 | 10.00~80.00 | 2.0~12.0 | ||||||
| 8 | 9.0~13.0 | 5.0~9.0 | 4.00~12.00 | 8~16 | 10.00~80.00 | 2.0~15.0 | ||||||||
| 10 | 11.0~15.0 | 6.0~11.0 | 5.00~14.00 | 10~20 | 10.00~100.00 | 2.0~20.0 | ||||||||
| 12 | 13.0~16.0 | 6.0~13.0 | 5.00~15.00 | 12~24 | 10.00~100.00 | 2.0~20.0 | ||||||||
■Mit Gewinde
| Teilenummer | P 0.1mm Schritte | Q 0.01mm-Schritte | K 1mm-Schritte | L 0.01mm-Schritte | B 0.1mm Schritte | Stückpreis Gerade | Stückpreis Bund | ||||||||
| Ausführung | D | SHFN | GSHFN | SSHFN | CSHFN | SHXN | SSHXN | CSHXN | |||||||
| gerade | mit Bund | ||||||||||||||
| gerade SHFN GSHFN SSHFN CSHFN | mit Bund SHXN SSHXN CSHXN | 3 | 3.5~6.0 | 3.0~5.0 | 2.00~5.00 | 0~6 | 10.00~60.00 | 2.0~5.0 | |||||||
| 4 | 4.5~7.0 | 3.0~5.0 | 2.00~6.00 | 0~8 | 10.00~60.00 | 2.0~10.0 | |||||||||
| 5 | 5.5~8.0 | 3.0~7.0 | 2.00~7.00 | 0~10 | 10.00~60.00 | 2.0~10.0 | |||||||||
| 6 | 6.5~10.0 | 5.0~7.0 | 4.00~9.00 | 0~12 | 10.00~80.00 | 2.0~12.0 | |||||||||
| 8 | 9.0~13.0 | 5.0~9.0 | 4.00~12.00 | 0~16 | 10.00~80.00 | 2.0~15.0 | |||||||||
| 10 | 11.0~15.0 | 6.0~11.0 | 5.00~14.00 | 0~20 | 10.00~100.00 | 2.0~20.0 | |||||||||
| 12 | 13.0~16.0 | 6.0~13.0 | 5.00~15.00 | 0~24 | 10.00~100.00 | 2.0~20.0 | |||||||||
Für ein Vollgewinde ein K-Maß von 0 und die Änderung NNC angeben.
| Werkstoff | Oberflächenbehandlung | Härte | Ausführung | |||||
| gerade | mit Bund | |||||||
| Presspassung | mit Gewinde | Mit Gewinde | Presspassung | mit Gewinde | Mit Gewinde | |||
| EN 1.2510 äquiv. | - | Härtebehandlung: 60~63HRC | SHFJ | SHFU | SHFN | - | SHXU | SHXN |
| EN 1.2510 äquiv. | hartverchromt | Härtebehandlung: 50~55HRC Oberflächenhärte: 750HV~ | GSHFJ | GSHFU | GSHFN | GSHXJ | - | - |
| EN 1.4301 äquiv. | - | - | SSHFJ | SSHFU | SSHFN | - | - | SSHXN |
| EN 1.4037 äquiv. | - | Härtebehandlung: 50~55HRC | CSHFJ | CSHFU | CSHFN | CSHXJ | CSHXU | CSHXN |
Spezifikationen
| Teilenummer | - | P | - | Q | - | K | - | L | - | B |
| SHFJ5 | - | P6.0 | - | Q4.50 | - | K5 | - | L30.55 | - | B3.2 |
| D | H | M (Regelgewinde) | M1 (Regelgewinde) | m |
| 3 | 6 | M3 | - | 1 |
| 4 | M4 | |||
| 5 | 8 | M5 | ||
| 6 | M6 | M3 | 2 | |
| 8 | 11 | M8 | M4 | |
| 10 | 13 | M10 | M5 | 3 |
| 12 | 15 | M12 |
| M (Regelgewinde) | Anzugsmoment |
| N • cm | |
| M3 | 98 |
| M4 | 225 |
| M5 | 461 |
| M6 | 784 |
| M8 | 1911 |
| M10 | 3783 |
| M12 | 6605 |
■Presspassung
| Teilenummer | P | Q 0.01mm-Schritte | K 1mm-Schritte | L 0.01mm-Schritte | B 0.1mm Schritte | Stückpreis Gerade | Stückpreis Bund | |||||||
| Ausführung | D | 0.1mm Schritte | SHFJ | GSHFJ | SSHFJ | CSHFJ | GSHXJ | CSHXJ | ||||||
| gerade | mit Bund | |||||||||||||
| gerade SHFJ GSHFJ SSHFJ CSHFJ | mit Bund GSHXJ CSHXJ | 3 | 3.5~6.0 | 3.0~5.0 | 2.00~5.00 | 3~6 | 10.00~60.00 | 2.0~5.0 | ||||||
| 4 | 4.5~7.0 | 3.0~5.0 | 2.00~6.00 | 4~8 | 10.00~60.00 | 2.0~10.0 | ||||||||
| 5 | 5.5~8.0 | 3.0~7.0 | 2.00~7.00 | 5~10 | 10.00~60.00 | 2.0~10.0 | ||||||||
| 6 | 6.5~10.0 | 5.0~7.0 | 4.00~9.00 | 6~12 | 10.00~80.00 | 2.0~12.0 | ||||||||
| 8 | 9.0~13.0 | 5.0~8.0 | 4.00~12.00 | 8~16 | 10.00~80.00 | 2.0~15.0 | ||||||||
| 10 | 11.0~15.0 | 6.0~11.0 | 5.00~14.00 | 10~20 | 10.00~100.00 | 2.0~20.0 | ||||||||
| 12 | 13.0~16.0 | 6.0~13.0 | 5.00~15.00 | 12~24 | 10.00~100.00 | 2.0~20.0 | ||||||||
■Gewindebohrung
| Teilenummer | P 0.1mm Schritte | Q 0.01mm-Schritte | K 1mm-Schritte | L 0.01mm-Schritte | B 0.1mm Schritte | Stückpreis Gerade | Stückpreis Bund | |||||||
| Ausführung | D | SHFU | GSHFU | SSHFU | CSHFU | SHXU | CSHXU | |||||||
| gerade | mit Bund | |||||||||||||
| gerade SHFU GSHFU SSHFU CSHFU | mit Bund SHXU CSHXU | 6 | 6.5~10.0 | 5.0~7.0 | 4.00~9.00 | 6~12 | 10.00~80.00 | 2.0~12.0 | ||||||
| 8 | 9.0~13.0 | 5.0~9.0 | 4.00~12.00 | 8~16 | 10.00~80.00 | 2.0~15.0 | ||||||||
| 10 | 11.0~15.0 | 6.0~11.0 | 5.00~14.00 | 10~20 | 10.00~100.00 | 2.0~20.0 | ||||||||
| 12 | 13.0~16.0 | 6.0~13.0 | 5.00~15.00 | 12~24 | 10.00~100.00 | 2.0~20.0 | ||||||||
■Mit Gewinde
| Teilenummer | P 0.1mm Schritte | Q 0.01mm-Schritte | K 1mm-Schritte | L 0.01mm-Schritte | B 0.1mm Schritte | Stückpreis Gerade | Stückpreis Bund | ||||||||
| Ausführung | D | SHFN | GSHFN | SSHFN | CSHFN | SHXN | SSHXN | CSHXN | |||||||
| gerade | mit Bund | ||||||||||||||
| gerade SHFN GSHFN SSHFN CSHFN | mit Bund SHXN SSHXN CSHXN | 3 | 3.5~6.0 | 3.0~5.0 | 2.00~5.00 | 0~6 | 10.00~60.00 | 2.0~5.0 | |||||||
| 4 | 4.5~7.0 | 3.0~5.0 | 2.00~6.00 | 0~8 | 10.00~60.00 | 2.0~10.0 | |||||||||
| 5 | 5.5~8.0 | 3.0~7.0 | 2.00~7.00 | 0~10 | 10.00~60.00 | 2.0~10.0 | |||||||||
| 6 | 6.5~10.0 | 5.0~7.0 | 4.00~9.00 | 0~12 | 10.00~80.00 | 2.0~12.0 | |||||||||
| 8 | 9.0~13.0 | 5.0~9.0 | 4.00~12.00 | 0~16 | 10.00~80.00 | 2.0~15.0 | |||||||||
| 10 | 11.0~15.0 | 6.0~11.0 | 5.00~14.00 | 0~20 | 10.00~100.00 | 2.0~20.0 | |||||||||
| 12 | 13.0~16.0 | 6.0~13.0 | 5.00~15.00 | 0~24 | 10.00~100.00 | 2.0~20.0 | |||||||||
Für ein Vollgewinde ein K-Maß von 0 und die Änderung NNC angeben.
Grundlegende Informationen
| Form | Auflagestifte | Höhentoleranz | 0/+0.05 | Befestigungsmethode | Presspassung |
|---|---|---|---|---|---|
| Spitzenform | Kugelförmig |
Konfigurieren
Basiseigenschaften
-
Oberflächenbehandlung(Ø)
-
Wärmebehandlung
- Mitgeliefert
- Nicht im Lieferumfang
-
Härte
-
Aussen - D(mm)
-
Ausführung
- CSHFJ
- GSHFJ
- SHFJ
- SSHFJ
-
Werkstoff
-
Filtern nach CAD Format
- 2D
- 3D
Filtern nach vsl. Lieferzeit
-
- Alle Produkte
- 10 Tage oder weniger
- 12 Tage oder weniger
Optionale Eigenschaften
- Die Spezifikationen und Maße einiger Teile sind evtl. nicht vollständig enthalten. Genaue Details siehe Herstellerkataloge .
Ergänzungsartikel
-
 Zentrierblock-Sets / Spitze mit Konusgewinde / Mit Gewinde
Zentrierblock-Sets / Spitze mit Konusgewinde / Mit Gewinde
MISUMI Standardpreis 73.39 € Lieferzeit: Versand am selben Tag
-
 Blech-Winkel für Alu-Konstruktionsprofile / Serie 6, HPTB□D□□, HPTB□S□, HPTGS□, SHPTB□D□□, SHPTB□S□ / Stahl, Edelstahl
Blech-Winkel für Alu-Konstruktionsprofile / Serie 6, HPTB□D□□, HPTB□S□, HPTGS□, SHPTB□D□□, SHPTB□S□ / Stahl, Edelstahl
MISUMI Standardpreis 1.33 € Lieferzeit: Versand am selben Tag



Technischer Support
Bezahlverfahren



On-Demand-Fertigung
Zertifikate





Copyright © MISUMI Corporation All Rights Reserved.