Linearwellen / Stahl, rostfreier Stahl / blank, hartverchromt, LTBC / induktiv gehärtet / f8,g6,h5, / zweiseitige Ringnut (Teilenummern - CAD Download)

Klicken Sie auf dieses Bild, um es zu vergrößern.
Klicken Sie auf dieses Bild, um es zu vergrößern.
Konfigurierbar in [Länge] 10 - 1490 mm / [Aussendurchmesser] 3 - 30 mm / [ISO-Toleranzen] f8, g6, h5. Linearwellen sind in dem [Material] EN 1.3505 Equiv. / EN 1.1191 Equiv. / EN 1.4037 Equiv. / EN 1.4301 Equiv. verfügbar. Erhältlich sind [Behandlung] Unbehandelt / Induktionsgehärtet und [Beschichtung] Unbehandelt / Hartverchromt / Niedertemperatur Schwarzverchromung (LTBC - Beschichtung)
MISUMI-Vorteile sind hohe Konfigurierbarkeit, geringer Preis, hohe Qualität. Zusätzlich bieten wir eine kurze Lieferzeit, keine Mindestbestellmenge und hohe Verfügbarkeit.
- Bestellmengen erweitert (D-JIT)
(i)Hinweis
- SFAR wurde entsprechend den europäischen Bedürfnissen und Anforderungen lokalisiert. Bitte besuchen Sie die EU Version SFAREU. SFAREU ist verfügbar in EN 1.1213 (Cf53) und h6 / h7.

Teilenummer
Hier finden Sie die Teilenummern
zu dem gesuchten Artikel
- Zeichnung/Spezifikationen
- 3D-Vorschau Die 3D-Vorschau ist nach vollständiger Konfiguration verfügbar
- Teilenummern
- Weitere Informationen
- Katalog
- Technische Informationen
Zurück zur Kategorie Linearwellen

| Ausführung | Werkstoff | Härte | Oberflächenbehandlung | ||
| D Tol. g6 | D Tol. h5 | D Tol. f8 | |||
| SFAR | SFUR | - | EN 1.3505 äquiv | Effektive Härtungstiefe bei Induktionshärtung >>S. 112 EN 1.3505 äquiv 58HRC~ EN 1.4037 äquiv 56HRC~ | - |
| SSFAR | SSFUR | - | EN 1.4037 äquiv | ||
| PSFAR | PSFUR | - | EN 1.3505 äquiv | Hartverchromt Oberflächenhärte: HV750 ~ Beschichtungsdicke mindestens 5µ | |
| PSSFAR | PSSFUR | - | EN 1.4037 äquiv | ||
| RSFAR | - | - | EN 1.3505 äquiv | LTBC-Beschichtung | |
| - | - | PSFGR | EN 1.1191 äquiv | - | Hartverchromt Oberflächenhärte: HV750 ~ Beschichtungsdicke mindestens 10µ |
| - | - | PSSFGR | EN 1.4301 äquiv | ||
Weitere Spezifikationen finden Sie unter dem Reiter Weitere Informationen.
| Teilenummer | - | L |
| SFAR20 | - | 300 |

Weitere Details zu weiteren Optionen auf einen Blick finden Sie in der Optionsübersicht als PDF.
Oberflächengrenzen / Härte der Linearwelle
Grenzen der Härte und Einhärtetiefe
Die Bearbeitung der Linearwellen wird nach der induktiven Härtung des Grundwerkstoffes durchgeführt. Daher können die bearbeiteten Flächen eine abweichende Härte zur Folge haben.
In dem folgenden Beispiel können Sie die betroffenen Bereiche der Linearwelle einsehen, die nach der Bearbeitung von z.B Gewinden, Planflächen, Schlüsselflächen und Querbohrungen beeinflusst werden können.
_(450x164).jpg)
Ursache der abweichenden Härte
Die thermische Induktionsbehandlung erfolgt am Rohmaterial der Linearwelle vor dem Schleifen. Somit kann eine konfigurierte Linearwelle nach Maß nicht nur kosteneffizient, sondern auch mit kurzer Lieferzeit hergestellt werden. Die Härtung der Linearwelle geschieht an der Randschicht (Randschichthärtung) der Linerawelle. Die Tiefe der gehärteten Randschicht hängt von dem verwendeten Material und dem Durchmesser der Linearwelle ab. In der folgenden Tabelle können Sie die Einhärtetiefen von Lineawellen entnehmen.
Die Beschichtungen und Plattierungen werden auf das Rohmaterial nach dem Härten und Schleifen aufgebracht. Weitere Informationen finden Sie unter dem Absatz: Beschichtungen der Linearwelle.
.jpg)
Abbildung Ranschichthärtung: Gehärtete Randschicht in Hellgrau
Effektive Einhärtetiefen von Linearwellen
| Aussendurchmesser (D) | Effektive Einhärtetiefen | |||
| EN 1.1191 Equiv. | EN 1.3505 Equiv. | EN 1.4125 Equiv. | EN 1.4301 Equiv. | |
| 3 | - | +0.5 | +0.5 | Ohne Induktionshärtung |
| 4 | - | |||
| 5 | - | |||
| 6 - 10 | +0.3 | |||
| 12 - 13 | +0.5 | +0.7 | +0.5 | |
| 15 - 20 | +0.7 | |||
| 25 - 50 | +0.8 | +1 | ||
Übersicht der effektiven Einhärtetiefen als PDF
Beschichtungen der Linearwelle
Die Oberflächenbeschichtung wird vor der Bearbeitung der Linearwelle auf das Rohmaterial aufgetragen. Die Nutzfläche oder Arbeitsfläche der Linearwelle, ist dank ihrer Beschichtung nicht nur gegen Korrosion, sondern auch vor Verschleiß geschützt.
Bearbeitete Stellen der Linearwellen, wie z.B. Planflächen oder Gewinde, können unbeschichtet sein, da diese nachträglich hinzugefügt werden. Dies kann dazu führen, dass bei einer Linearwelle aus Stahl, die bearbeiteten Flächen korrodieren können. Sollte die Linearwelle in einem korrosiven Umfeld verwendet werden, ist es empfehlenswert eine Linearwelle aus rostfreiem Stahl zu verwenden.
Die folgende Abbildung zeigt die Flächen der Linearwelle, die beschichtet sind (schraffiert).
_(321x64).jpg)
Abbildung: Beschichtung von Linearwellen
Weitere Informationen zur Oberflächenbehandlung und Härte finden Sie in diesem PDF.
Generelle Informationen zu Linearwellen
Auswahldetails von Linearwellen
- Material: Stahl, rostfreier Stahl
- Beschichtung / Plattierung: unbeschichtet, hartverchromt, LTBC-Beschichtet, chemisch vernickelt
- Wärmebehandlung: unbehandelt, induktiv gehärtet
- ISO-Toleranzen: h5, k5, g6, h6, h7, f8
- Präzisionsklassen: Rechtwinkligkeit 0,03, Konzentrizität (mit Gewinde und Stufen) Ø0,02, Rechtwinkligkeit 0,20, Konzentrizität (Gewinde und Abstufung) Ø0,10
- Geradheit / Rundheit: ist vom Durchmesser abhängig, hier zum PDF
Beschreibung / Grundlagen der Linearwelle
Linearwellen sind Stahlwellen, die in Kombination mit linearen Lagern, wie Gleitlagerbuchsen oder Linearkugellagern, Führungsaufgaben übernehmen. Die Haltefunktionen von Linearwellen können dabei von Wellenhaltern oder Adaptern für Linearkugellager übernommen werden.Bei den meisten Linearwellen handelt es sich um wärmebehandelte (induktionsgehärtete) Vollwellen. Eine Sonderausführung von Linearwellen sind die Hohlwellen, welche auch Rohrwellen genannt werden. Induktiv gehärtete Linearwellen haben eine hohe Oberflächenhärte und einen zähen Kern. Die erzielbare Oberflächenhärte liegt bei ca. 55 - 58 HRC (siehe Informationen zur Einhärtetiefe). Linearwellen aus rostfreien Stählen sind in der Regel nicht härtbar. Daher sollten diese Stahlwellen verchromt werden, um sie vor Verschleiß zu schützen.
Werkstoffe
Linearwellen sind meistens gehärtete Stahlwellen. Neben der gewählten Wärmebehandlung verleiht besonders der verwendete Stahl der Linearwelle, obgleich es sich um eine Hohlwelle oder eine Vollwelle handelt, ihre Eigenschaften. Bei der Wahl des Wellenstahls sind daher besonders Aspekte wie Härte, Korrosion und Verschleiß zu betrachten.
Beschichtungen
Um Linearwellen vor Korrosion zu schützen kann die Oberfläche chemisch vernickelt werden. Alternativ zu einer chemischen Vernickelung können Stahlwellen auch LTBC-beschichtet werden. Die LTBC-Beschichtung ist ein vor Korrosion schützende und reflektionsarme Oberflächenbeschichtung, aus einer 5µm starken, als schwarzer Film abgesetzten Schicht aus Fluorpolymer. Darüber hinaus ist die LTBC-Beschichtung resistent gegen Berstdruck durch extremes oder wiederholtes Biegen. Damit sind LTBC-beschichtete Linearwellen besonders geeignet für Stellen, an denen Korrosion oder Lichtreflexionen unerwünscht sind. Linearwellen, die eine besonders hohe Oberflächenhärte und Verschleißfestigkeit benötigen, können hartverchromt werden.
Funktion
Linearwellen unterscheiden sich in ihrer Form und Funktion von Linearschienen. Linearschienen sind quadratische Schienen, die in Kombination mit Trägern (Laufkörper, Wagen) nach dem Rollprinzip oder Gleitprinzip arbeiten. Linearwellen sind hingegen präzisionsgeschliffene runde Stahlwellen, die im Zusammenspiel mit Linearkugellagern oder Gleitlagerbuchsen (wartungsfreien Buchsen) eine lineare Führungsfunktion übernehmen.
Anwendungsbereiche
Linearwellen sind für eine axiale Bewegung vorgesehen. Ob horizontale oder vertikale Linearbewegung, mit Linearwellen können alle Linearbewegungen umgesetzt werden. Häufige Anwendungen sind Hubmechanismen und andere Applikationen mit hohen Anforderungen an Laufruhe, Präzision und Lebensdauer. Linearwellen können daher in nahezu allen Industriezweigen des Anlagenbaus und Maschinenbaus verwendet werden. Linearwellen sind häufig in 3D-Druckern, Dosieranlagen, Messvorrichtungen, Positioniervorrichtungen, Ausrichtungsvorrichtungen, Biegevorrichtungen und Sortieranlagen zu finden.
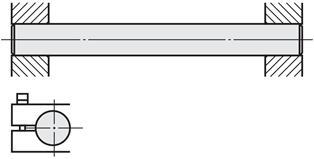
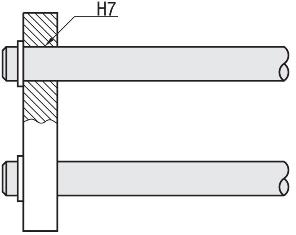
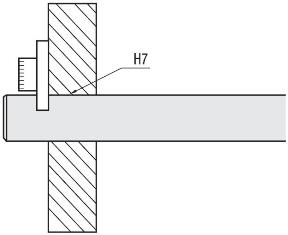
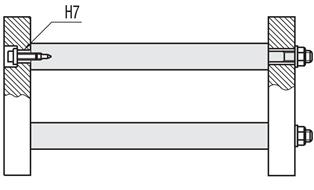
Anwendungs- / Einbauhinweise
Bitte beachten Sie bei der Produktauswahl die Toleranzen der Linearwelle (z.B. h5, k5, g6, h6, h7, f8) in Verbindung mit der Durchmessertoleranz der Gleitlagerbuchse (Gleitlagers) nach dem Einpressen oder dem Laufkreisdurchmesser des Linearkugellagers (Kugelbuchse).
.jpg)
.jpg)
.jpg)
.jpg)
_M0102000000_.jpg)
_M0103000000_.jpg)
_M0104000000.jpg)
_M0107080000.jpg)
_M0105000000.jpg)




Teilenummer:
- Um die 3D Vorschau anzeigen zu können, muss die Konfiguration abgeschlossen sein.
3D Vorschau nicht verfügbar, da noch keine Teilenummer generiert wurde.
| Teilenummer |
Standard-Stückpreis
| Mindestbestellmenge | Mengenrabatt | RoHS | [D] Durchmesser (Welle) (mm) | Toleranzklasse (ISO) | [L] Länge (Welle) (mm) | Werkstoff | Wärmebehandlung | Oberflächenbehandlung | [LLC] Abstand (Sicherungsringnut - außen) (mm) | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
- | 1 | 10 Arbeitstage | 10 | 3 | g6 | 10 ~ 400 | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | - | ||
- | 1 | 10 Arbeitstage | 10 | 3 | g6 | - | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | 10 ~ 400 | ||
- | 1 | 10 Arbeitstage | 10 | 4 | g6 | 10 ~ 400 | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | - | ||
- | 1 | 10 Arbeitstage | 10 | 4 | g6 | - | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | 10 ~ 400 | ||
- | 1 | 10 Arbeitstage | 10 | 5 | g6 | 10 ~ 400 | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | - | ||
- | 1 | 10 Arbeitstage | 10 | 5 | g6 | - | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | 10 ~ 400 | ||
- | 1 | 4 Arbeitstage | 10 | 6 | g6 | 20 ~ 600 | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | - | ||
- | 1 | 4 Arbeitstage | 10 | 6 | g6 | - | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | 20 ~ 600 | ||
- | 1 | 4 Arbeitstage | 10 | 8 | g6 | 20 ~ 800 | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | - | ||
- | 1 | 4 Arbeitstage | 10 | 8 | g6 | - | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | 20 ~ 800 | ||
- | 1 | 4 Arbeitstage | 10 | 10 | g6 | 20 ~ 800 | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | - | ||
- | 1 | 4 Arbeitstage | 10 | 10 | g6 | - | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | 20 ~ 800 | ||
- | 1 | 4 Arbeitstage | 10 | 12 | g6 | 20 ~ 1000 | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | - | ||
- | 1 | 4 Arbeitstage | 10 | 12 | g6 | - | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | 20 ~ 1000 | ||
- | 1 | 4 Arbeitstage | 10 | 13 | g6 | 25 ~ 1000 | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | - | ||
- | 1 | 4 Arbeitstage | 10 | 13 | g6 | - | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | 25 ~ 1000 | ||
- | 1 | 4 Arbeitstage | 10 | 15 | g6 | 25 ~ 1200 | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | - | ||
- | 1 | 4 Arbeitstage | 10 | 15 | g6 | - | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | 30 ~ 1200 | ||
- | 1 | 4 Arbeitstage | 10 | 16 | g6 | 30 ~ 1200 | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | - | ||
- | 1 | 4 Arbeitstage | 10 | 16 | g6 | - | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | 30 ~ 1200 | ||
- | 1 | 7 Arbeitstage | 10 | 18 | g6 | 30 ~ 1200 | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | - | ||
- | 1 | 7 Arbeitstage | 10 | 18 | g6 | - | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | 30 ~ 1200 | ||
- | 1 | 4 Arbeitstage | 10 | 20 | g6 | 30 ~ 1200 | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | - | ||
- | 1 | 4 Arbeitstage | 10 | 20 | g6 | - | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | 30 ~ 1200 | ||
- | 1 | 4 Arbeitstage | 10 | 25 | g6 | 35 ~ 1200 | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | - | ||
- | 1 | 4 Arbeitstage | 10 | 25 | g6 | - | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | 35 ~ 1200 | ||
- | 1 | 4 Arbeitstage | 10 | 30 | g6 | 35 ~ 1200 | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | - | ||
- | 1 | 4 Arbeitstage | 10 | 30 | g6 | - | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | 35 ~ 1200 | ||
- | 1 | 7 Arbeitstage | 10 | 3 | h5 | 10 ~ 400 | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | - | ||
- | 1 | 7 Arbeitstage | 10 | 3 | h5 | - | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | 10 ~ 400 | ||
- | 1 | 7 Arbeitstage | 10 | 4 | h5 | 10 ~ 400 | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | - | ||
- | 1 | 7 Arbeitstage | 10 | 4 | h5 | - | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | 10 ~ 400 | ||
- | 1 | 7 Arbeitstage | 10 | 5 | h5 | 10 ~ 400 | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | - | ||
- | 1 | 7 Arbeitstage | 10 | 5 | h5 | - | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | 10 ~ 400 | ||
- | 1 | 4 Arbeitstage | 10 | 6 | h5 | 20 ~ 600 | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | - | ||
- | 1 | 4 Arbeitstage | 10 | 6 | h5 | - | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | 20 ~ 600 | ||
- | 1 | 4 Arbeitstage | 10 | 8 | h5 | 20 ~ 800 | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | - | ||
- | 1 | 4 Arbeitstage | 10 | 8 | h5 | - | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | 20 ~ 800 | ||
- | 1 | 4 Arbeitstage | 10 | 10 | h5 | 20 ~ 800 | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | - | ||
- | 1 | 4 Arbeitstage | 10 | 10 | h5 | - | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | 20 ~ 800 | ||
- | 1 | 4 Arbeitstage | 10 | 12 | h5 | 20 ~ 1000 | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | - | ||
- | 1 | 4 Arbeitstage | 10 | 12 | h5 | - | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | 20 ~ 1000 | ||
- | 1 | 4 Arbeitstage | 10 | 13 | h5 | 25 ~ 1000 | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | - | ||
- | 1 | 4 Arbeitstage | 10 | 13 | h5 | - | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | 25 ~ 1000 | ||
- | 1 | 4 Arbeitstage | 10 | 15 | h5 | 25 ~ 1200 | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | - | ||
- | 1 | 4 Arbeitstage | 10 | 15 | h5 | - | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | 30 ~ 1200 | ||
- | 1 | 4 Arbeitstage | 10 | 16 | h5 | 30 ~ 1200 | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | - | ||
- | 1 | 4 Arbeitstage | 10 | 16 | h5 | - | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | 30 ~ 1200 | ||
- | 1 | 7 Arbeitstage | 10 | 18 | h5 | 30 ~ 1392 | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | - | ||
- | 1 | 7 Arbeitstage | 10 | 18 | h5 | - | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | 30 ~ 1392 | ||
- | 1 | 4 Arbeitstage | 10 | 20 | h5 | 30 ~ 1200 | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | - | ||
- | 1 | 4 Arbeitstage | 10 | 20 | h5 | - | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | 30 ~ 1200 | ||
- | 1 | 4 Arbeitstage | 10 | 25 | h5 | 35 ~ 1200 | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | - | ||
- | 1 | 4 Arbeitstage | 10 | 25 | h5 | - | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | 35 ~ 1200 | ||
- | 1 | 4 Arbeitstage | 10 | 30 | h5 | 35 ~ 1200 | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | - | ||
- | 1 | 4 Arbeitstage | 10 | 30 | h5 | - | [legierter Stahl] EN 1.3505 Equiv. | Induktionsgehärtet | unbeschichtet | 35 ~ 1200 | ||
- | 1 | 10 Arbeitstage | 10 | 3 | g6 | 10 ~ 400 | [rostfreier Stahl (martensitisch)] EN 1.4037 Equiv. | Induktionsgehärtet | unbeschichtet | - | ||
- | 1 | 10 Arbeitstage | 10 | 3 | g6 | - | [rostfreier Stahl (martensitisch)] EN 1.4037 Equiv. | Induktionsgehärtet | unbeschichtet | 10 ~ 400 | ||
- | 1 | 10 Arbeitstage | 10 | 4 | g6 | 10 ~ 400 | [rostfreier Stahl (martensitisch)] EN 1.4037 Equiv. | Induktionsgehärtet | unbeschichtet | - | ||
- | 1 | 10 Arbeitstage | 10 | 4 | g6 | - | [rostfreier Stahl (martensitisch)] EN 1.4037 Equiv. | Induktionsgehärtet | unbeschichtet | 10 ~ 400 |
Loading...
Zurück zur Kategorie Linearwellen
Übersicht der Wellenausführungen als PDF
| Teilenummer | L wählbar in 1mm-Schritten | N | M | d | Passender Sicherungsring | C | ||||
| Ausführung | D | Toleranz | Toleranz | |||||||
| (D Toleranz g6) SFAR SSFAR PSFAR PSSFAR RSFAR (L≤500) (D-Toleranz f8) PSFGR (D≥6) PSSFGR (D≥6) | (D Toleranz h5) SFUR SSFUR PSFUR PSSFUR | 3 | 10~400 | 2 | 0.5 | +0.05 0 | 2 | +0.06 0 | NETW□2 | max. 0.5 |
| 4 | 10~400 | 0.7 | +0.1 0 | 3 | NETW□3 | |||||
| 5 | 10~400 | 4 | +0.075 0 | NETW□4 | ||||||
| 6 | 20~600 | 5 | NETW□5 | |||||||
| 8 | 20~800 | 3 | 0.9 | 7 | +0.09 0 | NETW□7 | ||||
| 10 | 20~800 | 1.15 | +0.14 0 | 9.6 | 0 -0.09 | STW□10 | ||||
| 12 | 20~1000 | 4 | 11.5 | 0 -0.11 | STW□12 | |||||
| 13 | 25~1000 | 12.4 | STW□13 | |||||||
| 15 | 25~1200 | 14.3 | STW□15 | |||||||
| 16 | 30~1200 | 15.2 | STW□16 | |||||||
| 18 | 30~1200 | 1.35 | 17 | STW□18 | ||||||
| 20 | 30~1200 | 19 | 0 -0.21 | STW□20 | max. 1.0 | |||||
| 25 | 35~1200 | 5 | 23.9 | STW□25 | ||||||
| 30 | 35~1200 | 1.65 | 28.6 | STW□30 | ||||||
| D Tol. | |||
| D | g6 | h5 | f8 |
| 3 | -0.002 -0.008 | 0 -0.004 | - |
| 4 | -0.004 -0.012 | 0 -0.005 | |
| 5 | |||
| 6 | -0.010 -0.028 | ||
| 8 | -0.005 -0.014 | 0 -0.006 | -0.013 -0.035 |
| 10 | |||
| 12 | -0.006 -0.017 | 0 -0.008 | -0.016 -0.043 |
| 13 | |||
| 15 | |||
| 16 | |||
| 18 | |||
| 20 | -0.007 -0.020 | 0 -0.009 | -0.020 -0.053 |
| 25 | |||
| 30 | |||
Weitere Details zu weiteren Optionen auf einen Blick finden Sie in der Optionsübersicht als PDF.
Grundlegende Informationen
| Ausführung (Bauart) | Vollwelle | Form (Ende, links) | Mit Befestigungsring-Nuten | Form (Ende, rechts) | Mit Befestigungsring-Nuten |
|---|---|---|---|---|---|
| Toleranz (Rechtwinkligkeit)(Grad) | 0.2 |
Konfigurieren
Basiseigenschaften
-
[D] Durchmesser (Welle)(mm)
-
Toleranzklasse (ISO)
- f8
- g6
- h5
-
[L] Länge (Welle)(mm)
-
Werkstoff
- unlegierter Stahl
- rostfreier Stahl (austenitisch)
- legierter Stahl
- rostfreier Stahl (martensitisch)
- unlegierter Stahl
-
Wärmebehandlung
- Unbehandelt
- Induktionsgehärtet
-
[LLC] Abstand (Sicherungsringnut - außen)(mm)
-
Ausführung
- PSFAR
- PSFGR
- PSFUR
- PSSFAR
- PSSFGR
- PSSFUR
- RSFAR
- SFAR
- SFUR
- SSFAR
- SSFUR
-
Oberflächenbehandlung
- unbeschichtet
- hartverchromt
- LTBC
-
Filtern nach CAD Format
- 2D
- 3D
Filtern nach vsl. Lieferzeit
-
- Alle Produkte
- 4 Tage oder weniger
- 6 Tage oder weniger
- 7 Tage oder weniger
- 10 Tage oder weniger
- 12 Tage oder weniger
Optionale Eigenschaften
- Die Spezifikationen und Maße einiger Teile sind evtl. nicht vollständig enthalten. Genaue Details siehe Herstellerkataloge .
FAQ – Häufig gestellte Fragen
-
Frage:
Was ist der Unterschied zwischen einer Hohlwelle und Vollwelle?
-
Antwort:
Bei gleicher Größe gibt es drei Unterschiede zwischen einer Hohlwelle und einer Vollwelle. Bei Hohlwellen ist das Gewicht geringer. Der innere Hohlraum einer Hohlwelle kann als Kanal (Kabelkanal) genutzt werden. Die Steifigkeit ist bei Vollwellen etwas höher (höheres Widerstandsmoment).
-
Frage:
Ab welcher Stückzahl kann man Linearwellen bei MISUMI bestellen?
-
Antwort:
MISUMI liefert Vollwellen, Hohlwellen und Präzisionswellen ab Losgröße 1. Dies gilt auch für alle anderen Produkte in unserem Sortiment.
-
Frage:
Bei einer Linearwelle treten Geräusche und Vibrationen auf. Zudem kommt es zu ruckartigen Bewegungen. Was kann die Ursache sein?
-
Antwort:
Grundlegend kann eine mangelnde Schmierung der Stahlwelle die Ursache sein. Zusätzlich kann auch eine falsch gewählte Durchmessertoleranz der Linearwellen den Bewegungsablauf erschweren. Bei der Verwendung von MISUMI Linearkugellagern wird eine g6 Wellentoleranz empfohlen (Toleranz-Empfehlungen können je nach Hersteller variieren).
-
Frage:
Wie ist die Festigkeit einer Vollwelle?
-
Antwort:
Die Festigkeit einer Linearwelle, obgleich es sich um eine Vollwelle, Hohlwelle oder Präzisionswelle handelt, sollte immer unter der Betrachtung der Festigkeit des verwendeten Materials betrachtet werden.
-
Frage:
Was sind die Vorteile einer Hohlwelle gegenüber einer Vollwelle?
-
Antwort:
Es gibt diverse Vorteile einer Hohlwelle gegenüber einer Vollwelle. Bei gleichem Aussendurchmesser ist das Gewicht einer Hohlwelle geringer als das einer Vollwelle. Der Hohlraum der Hohlwelle kann als Kabelkanal aber auch zur Kühlung genutzt werden. Eine Hohlwelle ist bei gleichem Gewicht bzw. gleicher Querschnittsfläche steifer als eine Vollwelle, da der Aussendurchmesser größer ist. Es ist jedoch pauschal zu beantworten, ob eine größere Raumausnutzung gegenüber einer Gewichtseinsparung als Vorteil zu bewerten ist.
-
Frage:
Ist eine Hohlwelle steifer als eine Vollwelle?
-
Antwort:
Die Steifigkeit einer Hohlwelle ist bei gleichem Aussendurchmesser etwas geringer als die einer Vollwelle. Bei gleicher Querschnittsfläche bzw. bei gleichem Gewicht ist jedoch die Steifigkeit einer Hohlwelle höher als die einer Vollwelle, da der Aussendurchmesser der Hohlwelle größer ist.
-
Frage:
Warum habe ich an den Linearwellen meines 3D-Druckers Laufrillen?
-
Antwort:
Die Laufrillen auf der Linearwelle können beispielsweise durch die Nutzung eines Linearkugellagers entstanden sein. Um die Rillenbildung auf einer Stahlwelle zu vermeiden sollte sie gehärtet und hartverchromt sein, was sie langlebiger und resistenter gegenüber dem Verschleiß durch Kugelumlaufbuchsen macht.
-
Frage:
Wie unterscheiden sich die Biegeeigenschaften von Hohlwellen und Vollwellen?
-
Antwort:
Bei gleichgroßem Aussendurchmesser hat eine Vollwelle bessere Biegeeigenschaften als eine gleichgroße Hohlwelle. Jedoch ist die Vollwelle nicht viel steifer als eine Hohlwelle mit gleichem Außendurchmesser, da hauptsächlich die äußeren Abschnitte die Last tragen. Hohlwellen mit der gleicher Querschnittsfläche sind biegesteifer als Vollwellen, da sie einen größeren Aussendurchmesser haben. Daher gibt es für die Biegung physikalisch mehr Material in den äußeren Abschnitten, welche die Belastungen tragen.
-
Frage:
Ich benötige eine lackierte oder mattierte Welle, da Reflektionen Probleme mit der Optik verursachen. Ist so etwas bei MISUMI erhältlich?
-
Antwort:
Als Alternative für lackierte oder mattierte Stahlwellen führt MISUMI LTBC-beschichtete Linearwellen. Die LTBC-Beschichtung ist reflektionsarm und hat den gleichen Effekt wie lackierte und mattierte Wellen. Zusätzlich sind LTBC-beschichtete Linearwellen verschleißresistenter und resistent gegen Abblättern. Weitere Informationen für LTBC-Beschichtung finden Sie hier.
-
Frage:
Es hat sich gezeigt, dass eine Hohlwelle stärker ist als eine Vollwelle aus dem gleichen Material. Warum?
-
Antwort:
An sich ist eine Hohlwelle bei gleichen Aussendimensionen nicht stärker als eine Vollwelle. Jedoch ist eine Hohlwelle pro Gewichtseinheit stärker.
Ergänzungsartikel
-
 Wellenhalter / SHSTA□, SHSTB□, SHSTD□, SHSTM□, SHSTS□ / Alu, Stahl, Edelstahl / eloxiert, brüniert, chem. vernickelt / T-Form / geschlitzt
Wellenhalter / SHSTA□, SHSTB□, SHSTD□, SHSTM□, SHSTS□ / Alu, Stahl, Edelstahl / eloxiert, brüniert, chem. vernickelt / T-Form / geschlitzt
MISUMI Lieferzeit: Versand am selben Tag
-
 Gleitlager-Gehäuseeinheiten / MFK□□, MFM□, MFNS□, MFNW□ / Flansch wählbar / Buchsenanzahl wählbar / Dichtung wählbar
Gleitlager-Gehäuseeinheiten / MFK□□, MFM□, MFNS□, MFNW□ / Flansch wählbar / Buchsenanzahl wählbar / Dichtung wählbar
MISUMI Standardpreis 13.73 € Lieferzeit: Versand am selben Tag
-
 Klemmringe / PSCWM, PSCWW, SCWM, SCWW, SSCWM, SSCWW / Stahl, Edelstahl / Keilklemmung / zweifach Querbohrung, Quergewinde
Klemmringe / PSCWM, PSCWW, SCWM, SCWW, SSCWM, SSCWW / Stahl, Edelstahl / Keilklemmung / zweifach Querbohrung, Quergewinde
MISUMI Standardpreis 5.60 € Lieferzeit: Versand am selben Tag
-
 Linearkugellager-Einheiten / LHGS, LHGW / Aluminium / eloxiert / breite T-Form / einfache, zweifache Buchse
Linearkugellager-Einheiten / LHGS, LHGW / Aluminium / eloxiert / breite T-Form / einfache, zweifache Buchse
MISUMI Standardpreis 17.08 € Lieferzeit: Versand am selben Tag
-
 Linearkugellager / LMU, LMU-N, LMUF, LMUF-N, LMUM, LMUMF, LMUR, SLMU, SLMUS / Stahl, rostfreier Stahl / verchromt, vernickelt / zweifache Ringnut
Linearkugellager / LMU, LMU-N, LMUF, LMUF-N, LMUM, LMUMF, LMUR, SLMU, SLMUS / Stahl, rostfreier Stahl / verchromt, vernickelt / zweifache Ringnut
MISUMI Standardpreis 3.45 € Lieferzeit: Versand am selben Tag





Beispiele, wie Sie diese Komponenten verwenden können




Technischer Support
Bezahlverfahren



On-Demand-Fertigung
Zertifikate





Copyright © MISUMI Corporation All Rights Reserved.