
- inCAD Library STARTSEITE
- > Nr.000236 Hebemechanismus
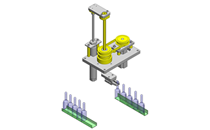
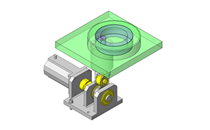
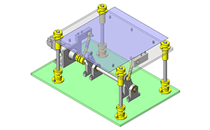
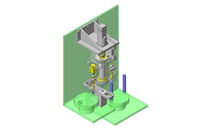
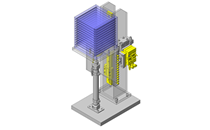
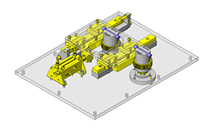
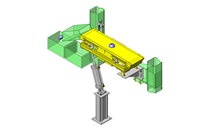
Nr.000236 Hebemechanismus
Werkstück wird von einem Einspindelroboter angehoben
Verwandte Kategorie



Einspindelroboter

| Artikelbezeichnung | Einspindelroboter RSDG1/Stab-Ausführung mit Stützführung |
|---|---|
| Modellnummer | RSDG106B-C1-C-3-100 |
* Orangefarbene Zellen in der folgenden Tabelle zeigen die Teilenummern an, die in diesem Anwendungsbeispiel tatsächlich verwendet wurden.
Auswahlkriterien
Einspindelroboter wird verwendet, um den Anforderungen einer präzisen Vorschubsteigung zu entsprechen
Gefahreninformationen
Trennung
Verfügbare Größen
■Einspindelroboter
| Höhe (mm) | Ausführung | Steigung (mm) | Hub (in 50mm-Schritten wählbar) |
|---|---|---|---|
| 48 | RSDG1 | 6 | 50-200 |
| 12 | |||
| 49,5 | RSDG2 | 2 | 50-300 |
| 6 | |||
| 12 | |||
| 56,4 | RSDG3 | 2 | 50-300 |
| 6 | |||
| 12 |
Auswahlschritte
Auswahlschritte des Einspindelroboters
Traglast
↓
Hub
↓
Zykluszeit oder max. Geschwindigkeit
↓
Bestätigung der EinzelheitenInformationen zum Präzisionsgrad
■Präzision des Einspindelroboters
Wiederholgenauigkeit: ±0,02mm
Anwendungsinformationen
■Einspindelroboter Anwendungsinformationen
| Ausführung | Steigung (mm) | Max. Traglast(kg) | Maximale Schubkraft (N) | Max. Drehzahl (mm/s) | |
|---|---|---|---|---|---|
| Horizontal | Vertikal | ||||
| RSDG1 | 6 | 20 | 7,5 | 100 | ~ 250 |
| 12 | 10 | 3,5 | 75 | ~ 500 | |
| Ausführung | Steigung (mm) | Max. Traglast(kg) | Maximale Schubkraft (N) | Max. Drehzahl (mm/s) | |
|---|---|---|---|---|---|
| Horizontal | Vertikal | ||||
| RSDG2 | 2 | 45 | 24 | 600 | ~ 80 |
| 6 | 40 | 11 | 300 | ~ 250 | |
| 12 | 25 | 4 | 150 | ~ 500 | |
| Ausführung | Steigung (mm) | Max. Traglast(kg) | Maximale Schubkraft(N) | Max. Drehzahl (mm/s) | |
|---|---|---|---|---|---|
| Horizontal | Vertikal | ||||
| RSDG3 | 2 | 60 | 28,5 | 900 | ~ 50 |
| 6 | 55 | 18,5 | 550 | ~ 150 | |
| 12 | 50 | 8,5 | 250 | ~ 300 | |

Stahlwellen Für Linearbewegungen

| Artikelbezeichnung | Beidseitig abgesetzt mit Innengewinde/Beidseitig abgesetzt |
|---|---|
| Modellnummer | PSFAH20-100-F8-P12-M6-T8-LKC-WSC10-X10 |
* Orangefarbene Zellen in der folgenden Tabelle zeigen die Teilenummern an, die in diesem Anwendungsbeispiel tatsächlich verwendet wurden.
Auswahlkriterien
Um hohe Parallelitätsanforderungen zu erfüllen, werden hochpräzise Stahlwellen eingesetzt.
Verfügbare Größen
■Präzisionsstahlwellen für Linearbewegungen
| Werkstoff | Härte | Oberflächenbehandlung |
|---|---|---|
| EN 1.3505 Equiv. | Härtung bei hoher Frequenz, Effektive Einhärtetiefe EN 1.3505 Equiv. 58HRC ~ EN 1.4125 Equiv. 58HRC ~ | - |
| EN 1.4125 Equiv. | ||
| EN 1.3505 Equiv. | Hartverchromt: Beschichtungshärte 750 HV – Schichtdicke 5μ oder mehr | |
| EN 1.4125 Equiv. | ||
| EN 1.3505 Equiv. | LTBC-Beschichtung | |
| EN 1.4125 Equiv. | ||
| EN 1.1191 Equiv. | - | Hartverchromt: Beschichtungshärte 750 HV – Schichtdicke 5μ oder mehr |
| EN 1.4301 Equiv. |
■Größen und Maße
| Außen-Ø | Länge | Gewinde-Ø | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| M3 | M4 | M5 | M6 | M8 | M10 | M12 | M16 | M20 | M24 | M30 | ||
| 8 | 25-796 | ○ | ||||||||||
| 10 | 25-796 | ○ | ○ | ○ | ||||||||
| 12 | 25-996 | ○ | ○ | ○ | ○ | |||||||
| 13 | 25-996 | ○ | ○ | ○ | ○ | ○ | ||||||
| 15 | 25-996 | ○ | ○ | ○ | ○ | ○ | ○ | |||||
| 16 | 25-1196 | ○ | ○ | ○ | ○ | ○ | ○ | |||||
| 18 | 25-1196 | ○ | ○ | ○ | ○ | ○ | ○ | |||||
| 20 | 25-1196 | ○ | ○ | ○ | ○ | ○ | ○ | |||||
| 25 | 25-1196 | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ||||
| 30 | 25-1496 | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | |||
| 35 | 25-1496 | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | |||
| 40 | 25-1496 | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | |||
| 50 | 25-1496 | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | |||
Informationen zum Präzisionsgrad
■Welle, Informationen zum Präzisionsgrad
| Außen-Ø (mm) | Toleranz des Außen-Ø(mm) | ||
|---|---|---|---|
| g6 | h5 | f8 | |
| 8 | -0,005 -0,014 | 0 -0,006 | -0,013 -0,035 |
| 10 | |||
| 12 | -0,006 -0,017 | 0 -0,008 | -0,016 -0,043 |
| 13 | |||
| 15 | |||
| 16 | |||
| 18 | |||
| 20 | -0,007 -0,020 | 0 -0,009 | -0,020 -0,053 |
| 25 | |||
| 30 | |||
| 35 | -0,009 -0,025 | 0 -0,011 | -0,025 -0,064 |
| 40 | |||
| 50 | |||


-
 Nutzungsbedingungen für CAD-Daten und vereinfachte Zeichnungsdaten
Nutzungsbedingungen für CAD-Daten und vereinfachte Zeichnungsdaten- Diese Bedingungen (nachfolgend „die Bedingungen“ genannt) legen die Bedingungen für das Herunterladen von CAD-Daten und vereinfachten Zeichnungsdaten fest, die von der MISUMI Corporation (nachfolgend „MISUMI“ genannt) über die Website www.misumi-europe.com, welche von der MISUMI Europa GmbH betrieben wird, bereitgestellt werden (nachfolgend „die Website“ genannt). Durch das Herunterladen von CAD-Daten und vereinfachten Zeichnungsdaten, die auf der Website veröffentlicht sind (nachfolgend „Daten“ genannt), stimmt der Kunde diesen Bedingungen zu.
- 1. Zweck der Datennutzung
-
MISUMI bietet Folgendes an:
1)CAD-Daten auf der Website (3D-CAD-Daten, 3D-Zwischendaten und 2D-CAD-Daten) zum Zweck, Kunden über die Merkmale der von MISUMI oder einem mit MISUMI verbundenen Hersteller angebotenen Produkte zu informieren, die in den Designs der Kunden verwendet werden.
2)Vereinfachte Zeichnungsdaten (im PDF-Format) zum Zweck der Überprüfung der Produktspezifikationen. - 2. Merkmale der Daten
- Es kann eine Diskrepanz bei bestimmten Produkteigenschaften (z.B. Toleranzen, Oberflächenrauheit, Fase usw.) zwischen den Daten und dem tatsächlichen Produkt bestehen. Darüber hinaus können zur Reduzierung der Dateigröße der Daten einige Informationen, wie z. B. Ölnutformen, Gewinde oder Federformen, aus den Daten entfernt werden.
- 3. Haftungsausschluss
- MISUMI erstellt die Daten sorgfältig, übernimmt jedoch keine Gewährleistung für die Qualität, Genauigkeit, Funktionalität, Sicherheit, Zuverlässigkeit usw. der Daten. MISUMI kann die Daten jederzeit und ohne vorherige Ankündigung an die Kunden überarbeiten oder löschen. MISUMI übernimmt keine Verantwortung für Schäden oder Verluste, die aus einer Überarbeitung oder Löschung der Daten oder aus Fehlern in diesen Daten resultieren. Kunden sind allein verantwortlich für alle Aspekte ihrer eigenen Designs, einschließlich derjenigen, die unter Verwendung der Daten erstellt wurden. MISUMI kann den Kunden Designbeispieldaten auf der Website zur Verfügung stellen, jedoch wird keine Gewährleistung für die Qualität, Genauigkeit, Funktionalität, Sicherheit, Zuverlässigkeit usw. solcher Daten übernommen. MISUMI kann jederzeit und nach eigenem Ermessen verlangen, dass der Kunde die Nutzung der Daten einstellt oder die in seinem Besitz befindlichen Daten vernichtet. MISUMI kann vom Kunden verlangen, dass er MISUMI einen Nachweis über eine solche Vernichtung vorlegt.
- 4. Verbotene Handlungen
-
Kunden oder Nutzern der Daten ist folgendes in Bezug auf die Daten, ganz oder teilweise, untersagt:
(1)Anfragen von Angeboten oder Bestellungen von Produkten bei Dritten, die nicht von MISUMI oder seinen verbundenen Unternehmen autorisiert sind;
(2)Erhalt von Angeboten oder Bestellungen von Produkten von Dritten durch Weitergabe der Daten an einen Dritten oder Verwendung der Daten in ihrem eigenen Geschäft;
(3)Anzeigen von Links zur Website im Zusammenhang mit den Daten auf ihren eigenen Websites usw. ohne Zustimmung von MISUMI oder seinen verbundenen Unternehmen;
(4)Verwendung oder Vervielfältigung der Daten über den oben genannten Verwendungszweck hinaus;
(5)Modifizierung, Änderung, Manipulation, Übersetzung oder Anpassung der Daten;
(6)Verkauf, Übertragung, Verleih, Unterlizenzierung oder Bereitstellung der Daten an Dritte in irgendeiner Weise ohne Zustimmung von MISUMI oder seinen verbundenen Unternehmen;
(7)Änderung des Inhalts, Reverse Engineering, Dekompilierung, Disassemblierung oder Analyse der Daten;
(8)Öffentliche Offenlegung oder Ausstellung der Daten ohne Zustimmung von MISUMI oder seinen verbundenen Unternehmen;
(9)Verwendung der Daten zum Zweck der Bereitstellung von Produkten und Dienstleistungen, die identisch oder ähnlich zu denen von MISUMI oder seinen verbundenen Unternehmen sind;
(10)Durchführung von Handlungen, die das ordnungsgemäße Funktionieren dieser Website beeinträchtigen, wie z.B. das massenhafte Abrufen von Daten. - 5.Urheberrecht
-
Alle Titel und Urheberrechte an und in den in den Daten enthaltenen Informationen liegen bei MISUMI oder dem mit MISUMI verbundenen Hersteller und sind durch geltende Urheberrechtsgesetze und internationale Verträge geschützt. Durch das Herunterladen der Daten erwirbt der Kunde keine Eigentumsrechte jeglicher Art an den in den Daten enthaltenen geistigen Eigentumsrechten. Ohne vorherige Genehmigung von MISUMI darf kein Teil der Daten für einen anderen als die oben genannten Zwecke verwendet werden (einschließlich Vervielfältigung, Änderung, Reverse Engineering, Hochladen, Präsentation, Versendung, Verbreitung, Lizenzierung, Verkauf oder Veröffentlichung).
- 6.Daten von Drittanbietern
- MISUMI bietet einige Daten an, die von Dritten bereitgestellt werden. Diese Daten können zusätzlich zu diesen Bedingungen separaten Bedingungen unterliegen. MISUMI übernimmt keine Garantie oder Gewährleistung in Bezug auf Daten von Dritten.
- 7.Exportkontrolle
- Der Kunde ist verpflichtet, alle geltenden Gesetze und Vorschriften bezüglich des Exports der Daten einzuhalten.
- 8.Änderungen der Bedingungen
- MISUMI kann diese Bedingungen jederzeit und nach eigenem Ermessen ändern; jede solche Änderung wird sofort wirksam.
- 9.Salvatorische Klausel
- Sollte eine Bestimmung dieser Bedingungen in einer Gerichtsbarkeit ungültig, illegal oder nicht durchsetzbar sein, so bleibt die Gültigkeit, Rechtmäßigkeit oder Durchsetzbarkeit anderer Bestimmungen dieser Bedingungen davon unberührt. § 139 BGB (Bürgerliches Gesetzbuch) findet keine Anwendung.
- 10.Sonstiges
- Im Falle eines Verstoßes der Kunden gegen die Bedingungen sind MISUMI und/oder die MISUMI Europa GmbH berechtigt, von den Kunden die durch den Verstoß entstandenen Schäden und Auslagen (einschließlich Anwaltsgebühren) geltend zu machen. Diese Bedingungen und alle daraus entstehenden Streitigkeiten unterliegen ausschließlich den Gesetzen der Bundesrepublik Deutschland, ohne Rücksicht auf die Grundsätze des Kollisionsrechts. Die Gerichte in Frankfurt am Main/Deutschland sind ausschließlich für die Entscheidung von Streitigkeiten zuständig, die sich im Zusammenhang mit diesen Bedingungen ergeben. Durch das Herunterladen der Daten erklärt sich der Kunde mit der ausschließlichen Zuständigkeit der in Frankfurt am Main/Deutschland ansässigen Gerichte einverstanden.
- Überarbeitet: September 21, 2025
Download CAD-Daten (Baugruppe)
Download CAD-Daten: Dateiformat
Sicherheitshinweise für die CAD-Daten
-
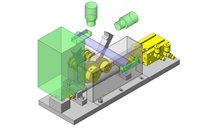
Die Baugruppendaten zeigen die Abbildungen der Baugruppe in der Konzeptentwicklungsphase. Der alleinige Zweck der Daten ist es, die Struktur und Funktionalität der Baugruppe zu erklären. Sie dürfen nicht als endgültiger Entwurf betrachtet werden.
Sie müssen die Daten bearbeiten, damit diese den spezifischen Entwicklungsbedingungen entsprechen. -
Die Baugruppendaten bestehen aus einigen Unterbaugruppen.
Sie sind so konfiguriert, dass jede Unterbaugruppe verwendet oder bearbeitet werden kann. - Die Daten für gefertigte Teile basieren auf Maßen, die sich einfach bearbeiten lassen, sowie aus Formen in Skizzen und Verlaufsdateien.
- Die Daten - einschließlich der Drittanbieterbauteile - werden vom Unternehmen erstellt.
* Bei dem Teil im Rahmen handelt es sich um eine Unterbaugruppe.
-

- * Die CAD-Daten der Baugruppe bestehen aus einigen Unterbaugruppen.
Sie sind so konfiguriert, dass jede Unterbaugruppe verwendet oder bearbeitet werden kann.
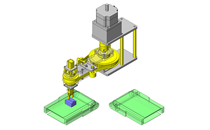
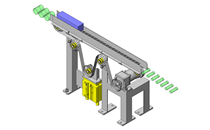
Anwendungsüberblick
Anwendung
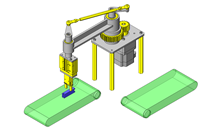
- Hebt das Werkstück mit einem einachsigen linearen Aktuator.
Verwendungshinweise
- Der Einspindelroboter ist für eine Reihe vorgegebener Bewegungen programmiert.
Werkstück
- Scheibe
- Außenform: Ø16 x t3mm
- Werkstückgewicht: 4g
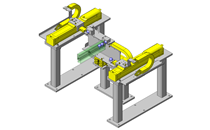
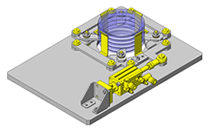
Konstruktionsspezifikationen
Betriebsbedingungen oder Designanforderungen
- Maße der Außenform: B175 x T135 x H473mm
- Hubabstand des Einspindelroboters: 62,5mm
<Maximaler Hubabstand: 100mm.> - Maximale Transportmasse des Einspindelroboters: 7,5kg
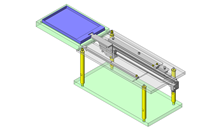
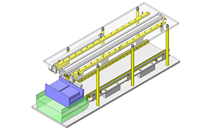
- 1 Palette enthält 5 Reihen mit 14 Werkstücken in einer vertikalen Reihe
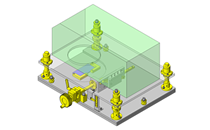
- In einer anderen Einheit ist entgegen der Bandlaufrichtungsseite ein Initiator zur Positionserkennung montiert
Erforderliche Leistung
- Wiederholgenauigkeit der Positionierung des Einspindelroboters: ±0,02mm
- Genauigkeit des Einspindelroboters ohne Umdrehung: ±0,05° -> ±0,00083mm
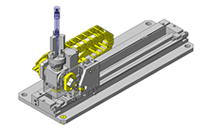
Auswahlkriterien der Bauteile
- Einspindelroboter
- Es wird ein Roboter verwendet, dessen beweglicher Bereich + das Werkstückgewicht die maximale Transportmasse deckt.
- Welle
- Es wird eine Welle mit zusätzlicher maschineller Fertigung verwendet, um den Toleranzbereich der Länge zu minimieren und eine Neigung bei der Robotermontage zu vermeiden (Toleranz: ±0,03mm)
Designauswertung
Prüfung der Hauptbauteile
- Die Transportmasse des Roboters wird geprüft, um sicherzustellen, dass das Werkstück transportiert werden kann.
- Transportgewicht des Einspindelroboters.
- Abhängiger Wert: 4g, Werkstückgewicht mit eingesetzter Welle: 44,6g, Gewicht der Stangenplatte: 212,2g
- Maximales Transportgewicht des Einspindelroboters M = Werkstückgewicht (70 Stück) + Werkstück mit eingesetzter Welle (5 Wellen) + Gewicht der Stangenplatte, demnach M = 4 x 70 + 44,6 x 5 + 212,2 = 715,2g ≈ 0,72kg
- Maximales Transportgewicht des Einspindelroboters: 0,72kg < Maximale Transportmasse des Einspindelroboters: 7,5kg
-> Ein Sicherheitsabstandsverhältnis von 10 ist gewährleistet.
Sonstige Designüberlegungen
- Es werden zwei unterschiedliche Wellenausführungen verwendet: eine abgesetzte Ausführung und eine gerade Ausführung, um den Einspindelroboter zu positionieren.
- Ein Anschlagstift mit Polyurethankautschuk wird als mechanischer Anschlag angewendet.
Suche nach ähnlichen Anwendungsbeispielen
Seite
-
/
-

-

-

-

-

Verwandte Kategorie
-
-

-

-

-

-

-

-

Verwandte Kategorie
-

Verwandte Kategorie
-

-

-

-

-

-
Verwandte Kategorie
-

Verwandte Kategorie
-

Verwandte Kategorie
-

Verwandte Kategorie
-

-

-

Verwandte Kategorie
-

Verwandte Kategorie
-

-

-
-
-
-

-

-
-
-

-

-
-

Verwandte Kategorie
-

-

-

-

Verwandte Kategorie
-

-
-

-

-

-

-

-
-

Verwandte Kategorie
-

-

-

-

-
-

-

-

-

Verwandte Kategorie
-

-

Verwandte Kategorie
-
-

-

Verwandte Kategorie
-
-
-

-

-

Verwandte Kategorie
-

-

-
Verwandte Kategorie
-

-

Verwandte Kategorie
-

-

Verwandte Kategorie
-

-

-
-

-

-

-

-

Verwandte Kategorie
-
-

-

-

Verwandte Kategorie
-

-
Verwandte Kategorie

Bezahlverfahren



On-Demand-Fertigung
Zertifikate





Copyright © MISUMI Corporation All Rights Reserved.